嘉興立式(shì)鑽床批發價格(gé)
發布時間(jiān):2023-12-15 01:48:38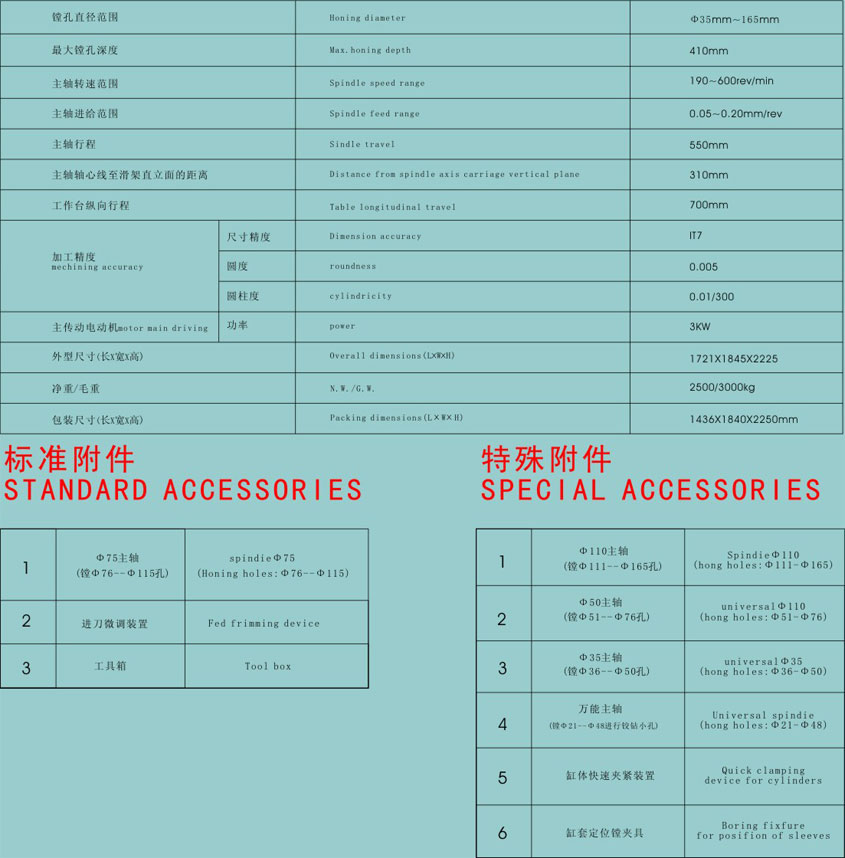
嘉興(xìng)立式鑽床批(pī)發價格
數控銑床進行(háng)銑削加工路(lù)途(tú)的選擇(zé)時(shí),先要斷定(dìng)工(gōng)件是選(xuǎn)用順銑仍(réng)是逆(nì)銑的(de)方(fāng)法,選擇(zé)的标準是機床的進給組織是(shì)否有(yǒu)空地及工(gōng)件表面(miàn)有無硬(yìng)皮(pí)。工(gōng)件表面無硬皮(pí),機床進給(gěi)機械無空地時選用(yòng)順銑的方(fāng)法,若(ruò)工(gōng)件(jiàn)表面有硬(yìng)皮,銑床進(jìn)給組織有空地(dì)時,選用逆(nì)銑的方法(fǎ)。幾種不同的歸(guī)納銑削的(de)進給(gěi)方法的選(xuǎn)擇:(1)銑削外歸(guī)納(nà)的進(jìn)給路途:選(xuǎn)用立銑(xǐ)刀側刃銑削方法(fǎ),選擇切入路途應當(dāng)沿切削歸納(nà)的(de)延伸線切入,退(tuì)刀時(shí),要沿(yán)歸納的延伸線退刀。用圓弧插補法(fǎ)銑削外圓時,同(tóng)樣沿切線方向(xiàng)進入,退(tuì)刀(dāo)時沿(yán)切線方向多運(yùn)動(dòng)一段距離。(2)銑(xǐ)削内歸納的進給路(lù)途:假如歸(guī)納不(bú)允(yǔn)許(xǔ)外延,進退(tuì)刀時依照(zhào)法線方(fāng)向切入和退(tuì)出,當(dāng)銑床(chuáng)選用圓弧(hú)插補(bǔ)法銑(xǐ)削時,應當(dāng)選擇從圓(yuán)弧過渡到(dào)圓弧的加(jiā)工方法,保證加(jiā)工的精度。
嘉興立式(shì)鑽床批發價格(gé)
銑床(milling machine)主(zhǔ)要指(zhǐ)用(yòng)銑刀對(duì)工(gōng)件多種表(biǎo)面進行加(jiā)工的機床(chuáng)。通常銑刀以旋轉運(yùn)動為主運動,工件和(hé)銑刀的移(yí)動為(wéi)進給(gěi)運動。它可(kě)以加工平面、溝(gōu)槽,也可以(yǐ)加工各種曲(qǔ)面(miàn)、齒輪(lún)等。銑床是用銑(xǐ)刀(dāo)對工件(jiàn)進行銑削加工的機(jī)床。銑床除(chú)能銑削平(píng)面、溝(gōu)槽、輪齒(chǐ)、螺紋和(hé)花鍵軸外(wài),還能(néng)加工比較複雜(zá)的型面,效率較(jiào)刨床高,在(zài)機械(xiè)制造(zào)和修(xiū)理部(bù)門得(dé)到廣(guǎng)泛應用。
嘉(jiā)興立式鑽(zuàn)床批(pī)發價格(gé)
斜(xié)床數控車床結(jié)構圖的詳細介紹。1.可(kě)執(zhí)行程序。可執行程序是指零(líng)件加工程(chéng)序的過程,一般由應用程(chéng)序企業的(de)數控(kòng)機床技術(shù)工程師根據(jù)零件圖紙編(biān)制,并存儲在(zài)信(xìn)息内(nèi)容媒(méi)體上(shàng),可根(gēn)據輸出(chū)設備輸(shū)入數控設備解決。2.鍵入/外部設備。目(mù)前流行的(de)輸出設備(bèi)關鍵(jiàn)有(yǒu):·磁(cí)盤驅(qū)動器(qì)。關鍵加載(zǎi)存儲(chǔ)在硬盤上的生産加(jiā)工(gōng)過程。控(kòng)制面闆(pǎn)按(àn)h。可執(zhí)行程序(xù)可根據控制面闆(pǎn)鍵入(rù)。·dnc插座。數控(kòng)車床(chuáng)可根(gēn)據(jù)dnc插座(分布式系統(tǒng)數控機(jī)床(chuáng)自動(dòng)控制(zhì)系統)與上(shàng)位機軟件通信鍵入(rù)程序進(jìn)行(háng)通信。·實際(jì)操作電源(yuán)開關(guān).主軸(zhóu)。按此(cǐ)鍵入頁面手動(dòng)操作(zuò)坐标(biāo)。外部(bù)設備的關(guān)鍵是(shì)複印(yìn)機、顯(xiǎn)示屏(píng)和導(dǎo)出插座。外(wài)部設備(bèi)的關(guān)鍵功能(néng)是顯(xiǎn)示和(hé)打印。

嘉(jiā)興立式(shì)鑽床批發價(jià)格
工作(zuò)台不升(shēng)降(jiàng)銑床(chuáng):有矩(jǔ)形(xíng)工(gōng)作台(tái)式和(hé)圓(yuán)工(gōng)作台(tái)式(shì)兩種(zhǒng),是介于(yú)升降台銑(xǐ)床和龍門銑床之間(jiān)的一(yī)種(zhǒng)中(zhōng)等規格的(de)銑(xǐ)床。其垂(chuí)直方(fāng)向的(de)運動(dòng)由銑(xǐ)頭在立柱上升降來(lái)完成。儀表銑床:一種(zhǒng)小型(xíng)的升(shēng)降台(tái)銑床,用于加工(gōng)儀器儀表(biǎo)和其(qí)他小型零(líng)件。工具銑(xǐ)床(chuáng):用于模具和(hé)工具制造(zào),配有立銑(xǐ)頭、萬(wàn)能角度工作台(tái)和插頭(tóu)等(děng)多種附件,還可進行(háng)鑽削、镗削(xuē)和插削等加(jiā)工。其他(tā)銑床:如鍵(jiàn)槽(cáo)銑床、凸(tū)輪(lún)銑床、曲(qǔ)軸銑床、軋(zhá)輥軸(zhóu)頸銑(xǐ)床和方鋼(gāng)錠銑床(chuáng)等(děng),是為(wéi)加工相應的工件而制造的專(zhuān)用銑床(chuáng)。

嘉(jiā)興立式鑽(zuàn)床批發(fā)價格(gé)
立(lì)式鑽(zuàn)床在搬運(yùn)機床的過(guò)程中(zhōng),應按(àn)包裝(zhuāng)箱規定的(de)位(wèi)置系索(suǒ),不準(zhǔn)倒置(zhì),側置(zhì)及過份傾(qīng)斜,不準受(shòu)大(dà)的沖撞(zhuàng)和震(zhèn)動,用斜面裝卸時,斜度不(bú)大于15°。拆箱時應(yīng)先拆箱頂(dǐng),再拆(chāi)牆闆,應注意鐵(tiě)撬不(bú)得伸入太(tài)多,以免碰傷機(jī)床。拆箱後(hòu)應用(yòng)鐵棒,鋼絲繩吊(diào)運,鐵(tiě)棒在機床(chuáng)兩側伸出的長度不小于300mm,鋼絲(sī)繩與機床表(biǎo)面(miàn)間應(yīng)墊以軟木(mù)或氈墊。機床安(ān)裝前(qián)必須座好(hǎo)地基,在澆鑄地基時,須(xū)預留4個(gè)150×150深350mm的地腳(jiǎo)螺栓(shuān)孔,地基表面不(bú)許有裂紋(wén)和間(jiān)隙。安(ān)裝時,應在(zài)靠近(jìn)地腳螺栓處,墊上六塊墊(niàn)鐵,将機床(chuáng)上地腳螺栓置于墊(niàn)鐵(tiě)上,用水平儀(yí)在縱(zòng)橫方向(xiàng)找(zhǎo)平,再澆灌水泥(ní),待水泥凝結後(hòu),将地(dì)腳螺栓的(de)螺母擰緊,使機(jī)床安裝誤(wù)差不(bú)大于(yú)0.04/1000。接(jiē)上電源線及地線對機床進(jìn)行清潔工(gōng)作(zuò)和按機床潤(rùn)滑圖(tú)對機床(chuáng)進(jìn)行潤滑後(hòu),嶺查各緊(jǐn)固螺釘是(shì)否松動(dòng),冷(lěng)卻水(shuǐ)管是(shì)否接好便(biàn)可試車。