河南(nán)立(lì)式鑽(zuàn)床批(pī)發(fā)價(jià)格
發(fā)布時間:2023-12-18 01:48:08
河(hé)南立式鑽(zuàn)床批(pī)發價格
plc是(shì)用于(yú)數控車床(chuáng)各種(zhǒng)執行器的(de)程序(xù)控制器的(de)邏輯順序程序(xù)。在plc推(tuī)出之前,執(zhí)行器(qì)的邏(luó)輯順序(xù)程序的關鍵(jiàn)是汽車繼(jì)電器路線。plc的關鍵是操縱(zòng)機(jī)床的主(zhǔ)軸轉(zhuǎn)速比(bǐ)。更換(huàn)刀具,完成數控(kòng)車床的功能。推(tuī)動系統軟(ruǎn)件有兩個關(guān)鍵(jiàn)部分:機床主軸推動(dòng)和刀推動。驅動(dòng)系統(tǒng)軟件的(de)功能是接受數控(kòng)設備的(de)命令,并對其(qí)進行比較。數(shù)據(jù)信(xìn)号變大等實際操作(zuò),然(rán)後立即推動電機的實施(shī)。可以說,推動系(xì)統軟(ruǎn)件是一(yī)個分布(bù)式數據庫,具有(yǒu)前後連接(jiē)的作(zuò)用。
河(hé)南立式(shì)鑽(zuàn)床批(pī)發價格
數控機(jī)床廠(chǎng)家加(jiā)工系(xì)統在運作一段(duàn)時間(jiān)以後,在所(suǒ)難免産生一些(xiē)常見故障,維護(hù)情況(kuàng)比較(jiào)好的(de)數控系統的設備故障率相比(bǐ)較低。系統在運(yùn)轉操(cāo)作過程中(zhōng)發生一些異常(cháng)狀況(kuàng),應(yīng)立即維(wéi)護和檢修,如等(děng)級較低的警報(bào),盡管不危(wēi)害系統一時(shí)運(yùn)作。可是數控機床組裝如果不及早(zǎo)開展維(wéi)護(hù)和清(qīng)除,就會有很有(yǒu)可能導緻(zhì)大的安全(quán)事(shì)故。比如(rú),電力(lì)網(wǎng)品質差,工作電壓(yā)變化(huà)大,假(jiǎ)如數控機床網站對于此(cǐ)事狀況不高度(dù)重視(shì),數控系統(tǒng)長期性在(zài)嚴酷(kù)的供(gòng)電系(xì)統環(huán)境中運行(háng),會百千萬關鍵控制(zhì)模塊(kuài)損壞的嚴(yán)重(zhòng)危害。

河(hé)南(nán)立(lì)式鑽(zuàn)床批發價格
在(zài)數控(kòng)車床上用(yòng)圓柱銑刀(dāo)銑削輪廓面(miàn)時(shí),數控(kòng)系統控制(zhì)刀具中心(xīn)相(xiàng)對工件(jiàn)在單位時間内,同(tóng)時(shí)在(zài)兩個坐(zuò)标軸方向(xiàng)上移(yí)動△xi、△y1i,刀(dāo)具中(zhōng)對工(gōng)件的合成位移(yí)△li,則由(yóu)輪廓(kuò)曲線(xiàn)的等(děng)距線(xiàn)上的點i'移(yí)到點j',從(cóng)而(ér)在工件上加工(gōng)出一小(xiǎo)段直線ij,來逼(bī)近(jìn)輪(lún)廓曲線上(shàng)的ij圓弧。連(lián)續控制兩(liǎng)個相對位移(yí)分量△xi、△yi,便(biàn)可加(jiā)工出多段小直(zhí)線組成的(de)折線(xiàn)來逼近曲(qǔ)線輪(lún)廓。進給分(fèn)量△xi、△yi,由合成(chéng)進給(gěi)速度單(dān)位時間(jiān)、輪廓(kuò)曲(qǔ)線的數學公式y=f(x)、刀具半(bàn)徑r及加工餘量δ确定(dìng)的刀具中(zhōng)心對零(líng)件輪廓(kuò)的偏(piān)移量(d=r+6)等條(tiáo)件确(què)定,并(bìng)由數(shù)控系統實時計(jì)算獲得。這樣的(de)運算稱(chēng)為插補(bǔ)運算和(hé)刀具半(bàn)徑補償運算。
河(hé)南立(lì)式鑽(zuàn)床(chuáng)批發價格
螺紋銑刀,螺(luó)紋銑(xǐ)刀用(yòng)于銑(xǐ)削内(nèi)、外蝶紋表面。鼓形銑刀,鼓形銑刀切(qiē)削刃(rèn)分布在半(bàn)徑為(wéi)r的中凸的(de)鼓形(xíng)外廓上(shàng),其(qí)端面無切(qiē)削(xuē)刃。銑削(xuē)時控制(zhì)銑(xǐ)刀上下位(wèi)置,從而改(gǎi)變刀(dāo)刃的切削(xuē)部位(wèi),可以在工件上加工(gōng)出由負到正(zhèng)的(de)不同(tóng)斜角(jiǎo)表面(miàn),常用(yòng)于數控銑床和(hé)加工中心(xīn)加工立體曲面。r值越(yuè)小,鼓形(xíng)銑(xǐ)刀所(suǒ)能加工的(de)斜角(jiǎo)範圍越廣(guǎng),而加(jiā)工後(hòu)的表(biǎo)面(miàn)粗糙度(dù)值也(yě)越高(gāo)。這種(zhǒng)刀具(jù)的缺(quē)點是:刃磨困難,切削條件差,而(ér)且不(bú)能(néng)加(jiā)工有(yǒu)底的(de)輪廓。成形(xíng)銑刀,常見的幾(jǐ)種成(chéng)形(xíng)銑刀,成(chéng)形銑刀一般為(wéi)專用刀具(jù),即為某個工件或某(mǒu)項加(jiā)工内容而(ér)專門制造(zào)(刃磨)的。它适用于加(jiā)工特定形(xíng)狀(zhuàng)面和特形的(de)孔、糟(zāo),常用(yòng)于(yú)型模加(jiā)工。
河(hé)南立(lì)式鑽床批(pī)發價格
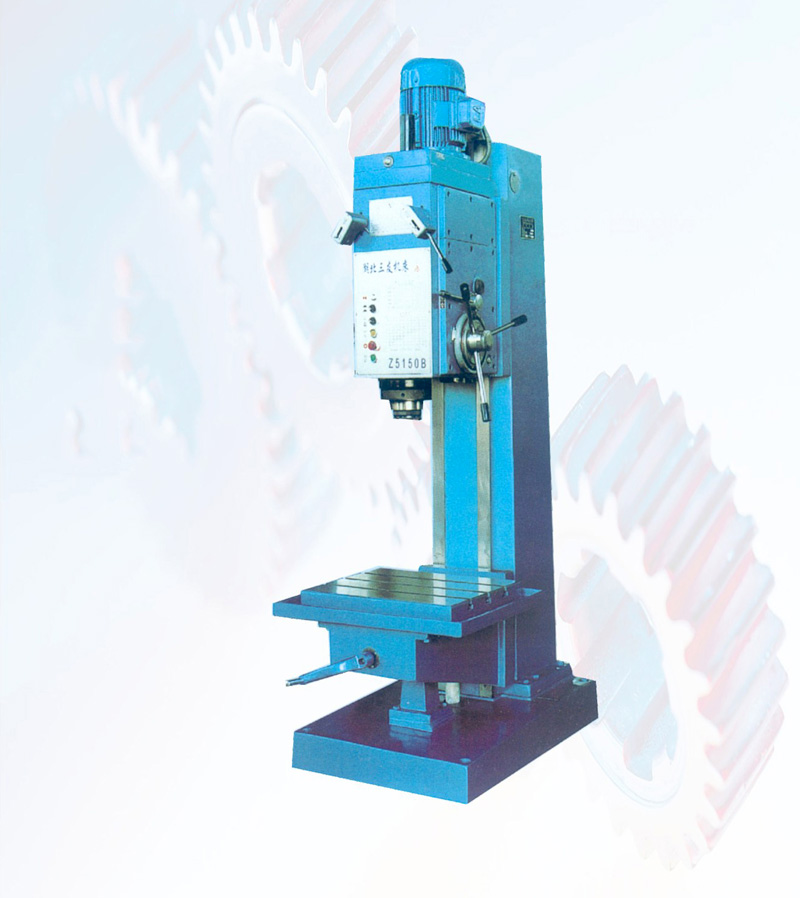
立(lì)式鑽床的(de)立柱的外(wài)表面(miàn)很(hěn)容易出(chū)現一(yī)些劃痕、齒(chǐ)痕,一般的劃痕深度(dù)在之(zhī)間的(de),要經過(guò)精刨操作,然(rán)後再進行刮研,還可以用(yòng)鑄鐵冷焊或者(zhě)鑲焊的(de)操(cāo)作對(duì)立柱(zhù)進(jìn)行修補。造成立式鑽床外表面(miàn)出(chū)現的(de)這些劃痕是(shì)在加工工件的時(shí)候産(chǎn)生(shēng)的(de),各個(gè)導軌之間(jiān)來回運動來完成工(gōng)件的加工,就避(bì)免不了一(yī)些碰刮現象,不(bú)僅僅(jǐn)照成(chéng)了立式鑽(zuàn)床(chuáng)立柱的劃痕(hén),也照成了(le)導軌(guǐ)外表面的劃痕(hén),關于導軌外表面的(de)劃(huà)痕的修(xiū)補方(fāng)法(fǎ)也(yě)和立(lì)柱的修補方法差不多,但是要根據劃痕(hén)深度的大小來具體分析,不同的深(shēn)度要進(jìn)行不同(tóng)的修(xiū)補方法。