山東(dōng)數控立式(shì)鑽床生(shēng)産(chǎn)
發布時間(jiān):2023-12-14 01:48:33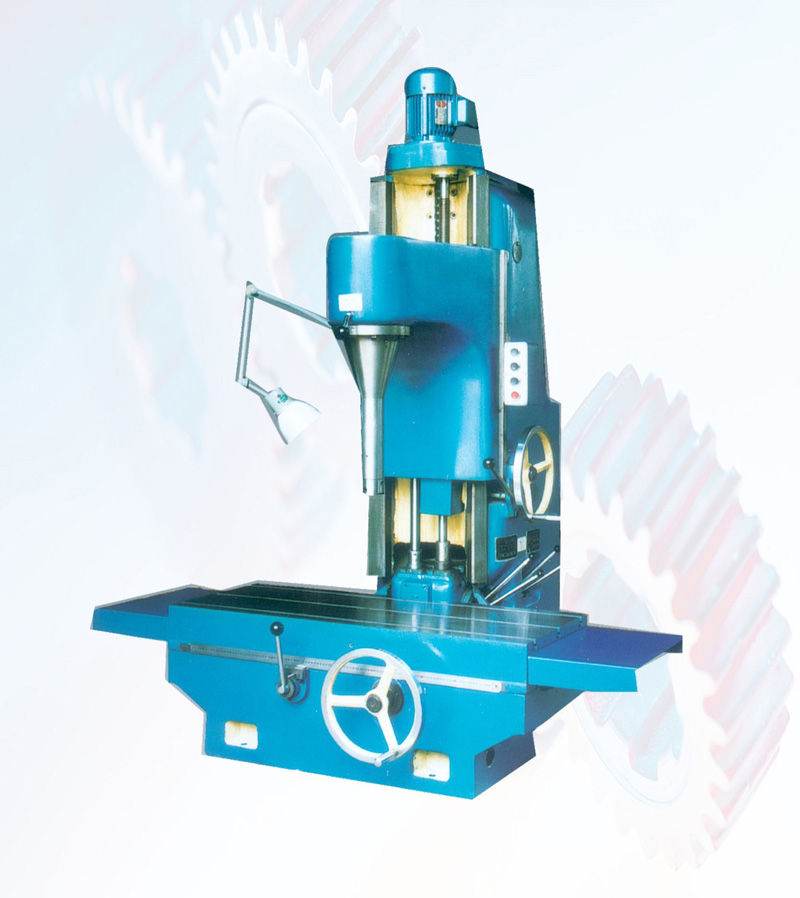
山東(dōng)數控立式(shì)鑽(zuàn)床生産
在切(qiē)削加工(gōng)中應于多直線(xiàn)控制數(shù)控機床。直線控(kòng)制數控機(jī)床可(kě)控(kòng)制刀(dāo)具或工(gōng)作台适當的進給速(sù)度,沿(yán)平行(háng)于坐(zuò)标(biāo)軸的方(fāng)向進行(háng)直(zhí)線移(yí)動和(hé)切削(xuē)加工,進給速度根據(jù)切削(xuē)條(tiáo)件(jiàn)可在(zài)一定範(fàn)圍(wéi)内調(diào)整。直線(xiàn)控(kòng)制的簡(jiǎn)易(yì)數控車床(chuáng),隻有兩個坐标(biāo)軸,可用于(yú)加工(gōng)台階軸。直(zhí)線控制的(de)數(shù)控(kòng)車床(chuáng)有(yǒu)三個坐(zuò)标軸(zhóu),可用于平面的(de)銑削加工。現代組合機床(chuáng)采用(yòng)數控進給伺服系統,驅(qū)動(dòng)動力(lì)頭帶(dài)着多個軸箱沿軸(zhóu)向(xiàng)進給(gěi),進行切削加工(gōng),它也(yě)可以算作(zuò)一種直線控制(zhì)的數(shù)控機床。
山(shān)東數(shù)控立式鑽(zuàn)床生産
銑削(xuē)的(de)進給(gěi)方法(fǎ)的選擇(zé):(1)銑(xǐ)削内槽(cáo)時的進給路途(tú):龍門銑(xǐ)床加工工(gōng)藝都(dōu)選用平(píng)底立銑(xǐ)刀,銑削的方法有行切法和環切法及兩種方(fāng)法混(hùn)合(hé),這(zhè)兩種方法(fǎ)優缺(quē)點是(shì)行切法會在銑(xǐ)削的(de)起點和結束留下殘(cán)留,表(biǎo)面粗糙度達不到要求,但進給(gěi)路途短(duǎn);環切法(fǎ)能抵達粗(cū)糙度(dù)要求(qiú),但刀位點(diǎn)的核(hé)算比較複(fú)雜。(2)銑(xǐ)削曲面歸(guī)納的進給(gěi)路途(tú):加工方法通常(cháng)是用球形刀,選(xuǎn)用行(háng)切法進行加工,經過操控(kòng)刀具(jù)切削時行(háng)間的距離來滿(mǎn)足工(gōng)件(jiàn)加工精(jīng)度的要示。因為(wéi)曲(qǔ)面鴻溝沒有(yǒu)其表面(miàn)的約束(shù),所以球(qiú)形刀從(cóng)鴻溝處開(kāi)端切(qiē)入。

山(shān)東數控立式鑽(zuàn)床生産
數控機(jī)床廠(chǎng)家加工是(shì)指在(zài)數控機床上進行零件加(jiā)工,用電子(zǐ)信息操縱(zòng)零件(jiàn)和刀具偏移(yí)的機械(xiè)設備(bèi)加工方法(fǎ)。它是(shì)處理零件(jiàn)類型(xíng)多變的一種重要方法。大(dà)批量小(xiǎo)。外觀複雜。高精度問題和完成高(gāo)效自(zì)動化技術加工的重要(yào)途徑。數控機(jī)床加工與(yǔ)傳統(tǒng)機床加工工藝規程一般一緻(zhì),但由于加(jiā)工中心為(wéi)夾具(jù),所有(yǒu)銑削工藝(yì)持續(xù)自動加工(gōng),數控(kòng)機床(chuáng)加工(gōng)後必須注(zhù)意一(yī)些事(shì)項。
山東(dōng)數控立式(shì)鑽床生(shēng)産
數控銑(xǐ)床進行銑削加工(gōng)路(lù)途的選擇(zé)時,先要斷定工(gōng)件是選用(yòng)順銑仍(réng)是逆銑(xǐ)的方法,選擇的(de)标準是機床的(de)進給組織(zhī)是否(fǒu)有空地及工件表面有無(wú)硬皮(pí)。工件表面(miàn)無硬皮,機(jī)床進給機(jī)械無(wú)空(kōng)地時選(xuǎn)用順銑的(de)方法(fǎ),若工件表(biǎo)面有(yǒu)硬皮,銑床進給組織有空地時(shí),選用逆銑的方法。幾種不同的(de)歸納銑(xǐ)削的進給方法的(de)選擇(zé):(1)銑削外(wài)歸納的(de)進給路(lù)途:選用(yòng)立銑(xǐ)刀(dāo)側(cè)刃銑削(xuē)方法,選擇切(qiē)入路途應(yīng)當沿(yán)切削(xuē)歸納的延(yán)伸線(xiàn)切(qiē)入,退刀(dāo)時,要(yào)沿歸納的(de)延伸線退(tuì)刀。用(yòng)圓弧(hú)插補法銑(xǐ)削外圓時,同樣(yàng)沿切線方向進入,退刀時(shí)沿切(qiē)線方向多運動(dòng)一段(duàn)距離(lí)。(2)銑削(xuē)内歸納的進給(gěi)路途:假(jiǎ)如(rú)歸納(nà)不允(yǔn)許外延,進(jìn)退(tuì)刀時依(yī)照法(fǎ)線方向切(qiē)入和(hé)退出(chū),當銑(xǐ)床選(xuǎn)用圓(yuán)弧插補法(fǎ)銑削時,應(yīng)當選(xuǎn)擇從(cóng)圓弧過渡(dù)到圓弧的加工(gōng)方法,保證加工(gōng)的精度。

山東數(shù)控立(lì)式鑽床生産
立(lì)式鑽床也叫立鑽,是(shì)主軸豎直布置并且中心(xīn)位(wèi)置固定(dìng)的一(yī)種鑽床。立式鑽床一般用(yòng)于機(jī)械制造(zào)或者修(xiū)配工(gōng)廠的加工(gōng)、小型(xíng)工件(jiàn)的孔(kǒng)。在加(jiā)工(gōng)開始之(zhī)前,需要(yào)先(xiān)确定(dìng)好工(gōng)件(jiàn)在工作(zuò)台上的位置,确保被加工孔的(de)中心(xīn)線能夠對準軸(zhóu)線。加工過(guò)程中,保持工件(jiàn)固定(dìng)不動,主軸(zhóu)在套(tào)筒中旋轉的同(tóng)時與套筒(tǒng)一起作軸(zhóu)向進給。為(wéi)了适應不(bú)同高度的工件(jiàn),沿着立柱導軌(guǐ),工作(zuò)台和(hé)主軸(zhóu)箱的(de)位置可以進行調(diào)整。立式鑽床也(yě)是(shì)常見(jiàn)的金屬切削機(jī)床,作(zuò)為鑽(zuàn)床的(de)一種,不僅(jǐn)應用(yòng)廣泛,而且精度(dù)較高,更适(shì)合批(pī)量加(jiā)工。

山(shān)東數控立式鑽床(chuáng)生産
立(lì)式鑽(zuàn)床在加工(gōng)前,須先調整工(gōng)件在工(gōng)作台上的位置(zhì),使被加(jiā)工孔(kǒng)中(zhōng)心線對(duì)準刀(dāo)具軸線。加(jiā)工時,工件固定(dìng)不動,主軸在套(tào)筒中(zhōng)旋轉并與套筒(tǒng)一起作軸(zhóu)向進(jìn)給。工作台(tái)和主軸箱可沿立柱導軌調(diào)整(zhěng)位置,以(yǐ)适(shì)應不(bú)同高(gāo)度的工件(jiàn)。立式(shì)鑽床(chuáng)的結(jié)構1底(dǐ)座:用來支(zhī)撐鑽(zuàn)床各(gè)部件。2工作(zuò)台:放置并(bìng)固定加工工件(jiàn)。3主軸箱:内有主(zhǔ)運動及進給運動的傳動機構(gòu),用來變換(huàn)鑽頭(tóu)的進給(gěi)。4立柱:支撐主軸箱和工(gōng)作台,并在(zài)立柱(zhù)上升降。5手柄:手(shǒu)動調節進(jìn)給量(liàng)和進給(gěi)方向。6主(zhǔ)軸:用來安裝鑽(zuàn)頭(tóu)、絲錐、鉸刀等(děng),帶動刀具做(zuò)旋(xuán)轉運(yùn)動(dòng)。7電(diàn)動機(jī):控制(zhì)主軸(zhóu)的旋(xuán)轉運動。